
After the previous posts, as I’m curious by nature, I wanted to test the impact of the “Exclusive” resource when running process manufacturing with finite capacity.
Here is one of the definition you can find on TechNet:
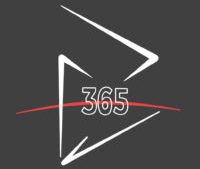
When you use primary and secondary operations, select this check box to reserve the resource exclusively for a job. Ongoing jobs for the resource will not be interrupted by other jobs.
Examples
- A primary resource is exclusive. When there is a break in the scheduling of the secondary resource, the primary resource cannot be reserved for other jobs.
- A secondary resource is exclusive. Performing an operation requires a 50-percent load on the secondary resource. The secondary resource is reserved at 100-percent load, even though it is operating at 50 percent, and no other jobs can be scheduled on that resource until the job is completed.
If this check box is cleared, when there is a gap between reservations or a resource is not being used at 100-percent capacity, it can be reserved for other jobs.
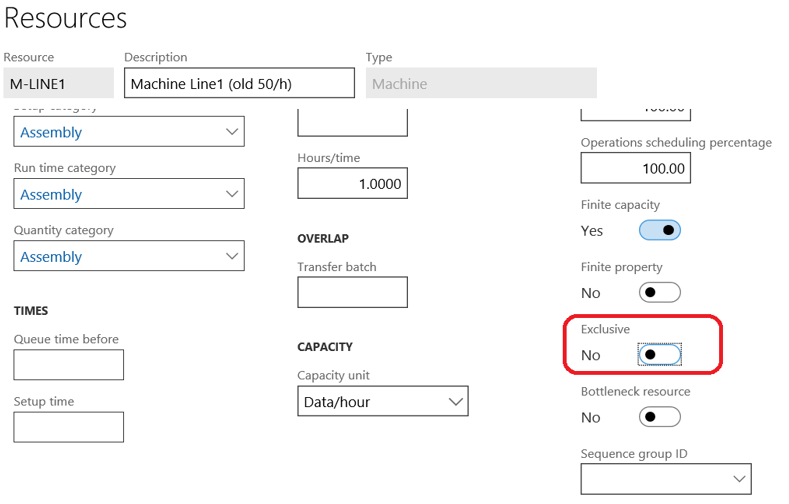
You can also find it when highlighting the mouse on the setup.
By reading this, what’s is obvious for me is that it has any impact only when there are secondary route operations setup. Just a quick remainder of the goal of secondary route operations:
- To have a dedicated task and resource for each action (machine, tool used, operator working on it).
- To be able to cost track each task and get a detailed cost price for the manufactured good.
- To take into account the availability of resources (machine, operator) linked to operations when scheduling the jobs.
From my point of view, it may be useful when the “setup time” for the machine is very long. If we don’t want to switch item on the machine during the route execution, even if the operator take a break during the period, it would be useful.
Here are the results of my tests with and without “Exclusive” ticked.
Input data
First, here is the PF1 item, which use the M-LINE1 resource without any secondary route operation on his route.
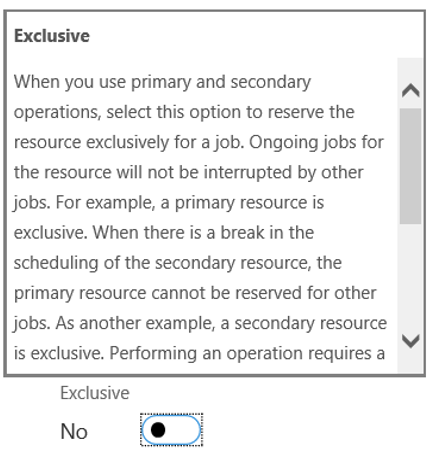
Then we have the PF1-TEST item, which is also manufactured on M-LINE1 and setup with a secondary route operation on the YR (operator) resource.
The YR resource is setup like :
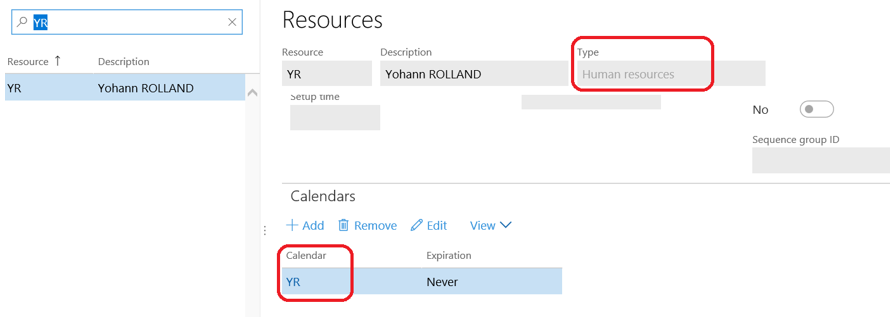
The associated calendar is closed every Tuesday.
The M-LINE1 resource is finite capacity setup, attached to a standard calendar, and exclusive.
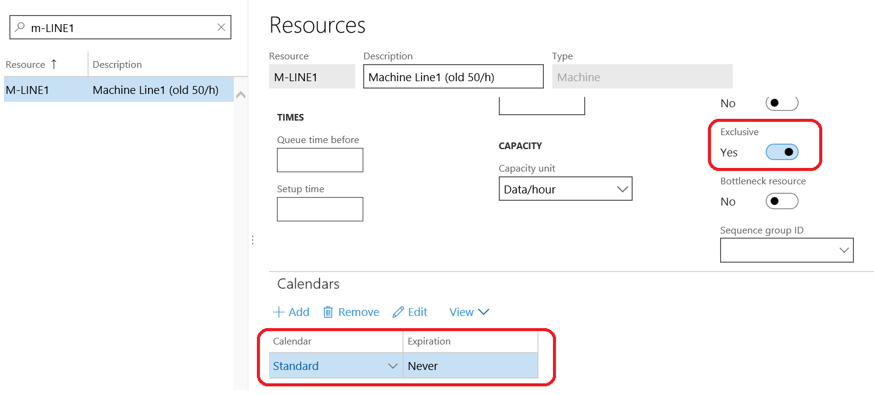
Capacity remainder : M-LINE1 has a 50 / hour capacity during 8 hours so the daily capacity is 400 units / day.
Flow with exclusive check
A production order for 2000 is scheduled for the PF1-TEST item.

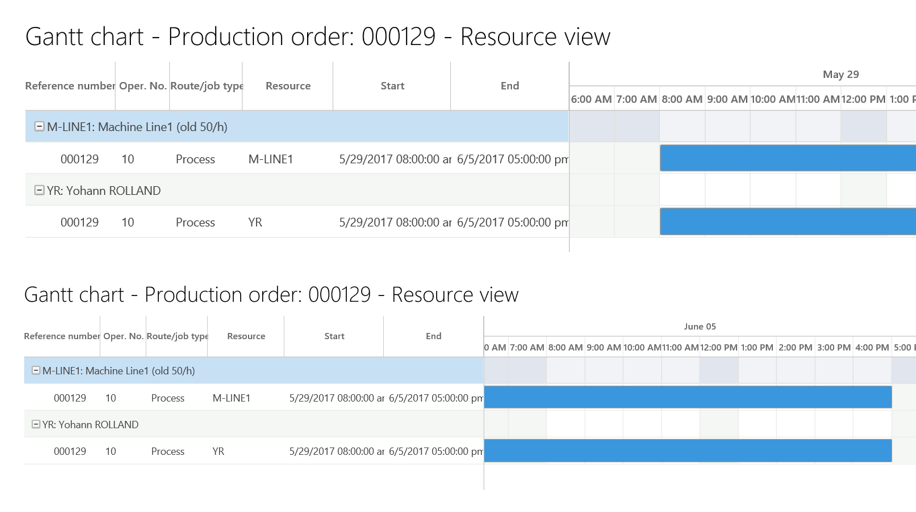
Let’s have a look on the Gantt chart:
- The first task is scheduled on May 29th (which is the first date available according to the calendar)
- As we have a production order which will fully used the M-LINE1 machine for more than one day, and as the YR resource does not work on Thuesday, the system calculate in priority a one time production on the machine, that’s why the order is scheduled from Wednesday, the 31th.
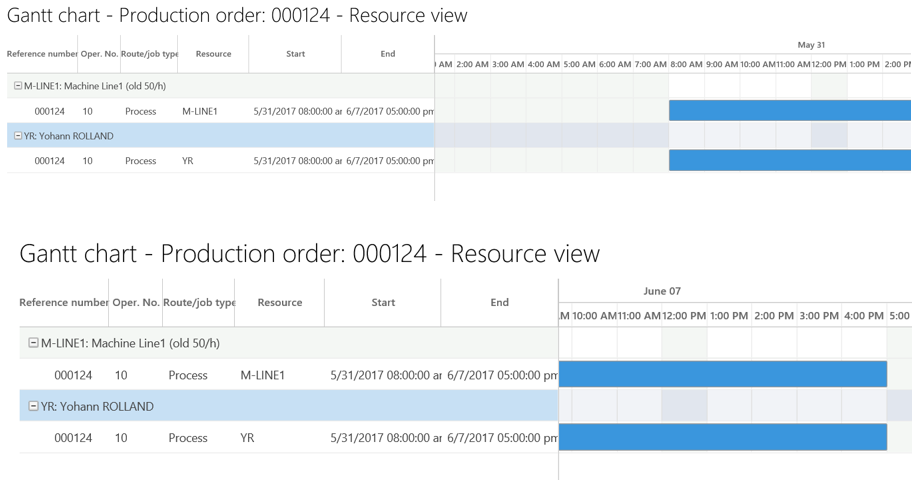
The production order ends on June 7th. Here is a trap, when the production order duration is more or equal to 5 working days long. As the resource doesn’t work on Tuesday, it will end the Wednesday : we have to run a break in the task.
It would have been a meaning if the production order had a duration shorter than 5 working days and longer than 1 working day: in that case, the system would have found an opportunity to schedule tasks for primary and secondary resource to be occupied for 100% on the same production order in a continuous way.
To conclude, in our particular case, we should have expected to start the job on May 29th, the first available date according to the calendar.
So, we have Wednesday (May 31th) to Friday (June 3rd) scheduled, Monday (5th), Tuesday (6th, but YR doesn’t work that day), and Wednesday (June 7th), which make 5 working days.
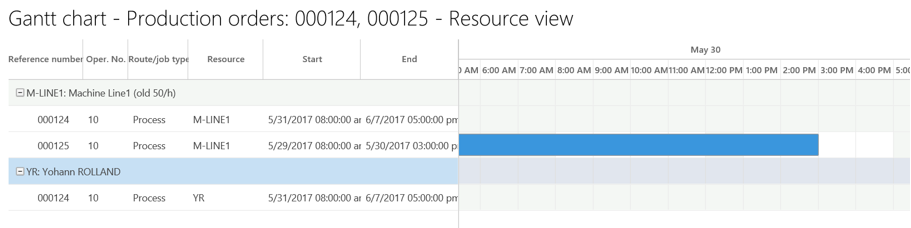
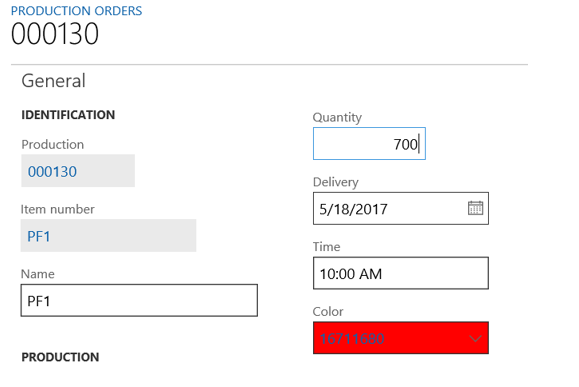
After that, we create another 700 PF1 production order. As PF1 doesn’t need YR, we could use the M-LINE1 machine on May the 29th, the 30th and also the following Tuesday (June 6th).

The production order number 000125 use the available time for M-LINE1 on the 29th and the 30th.
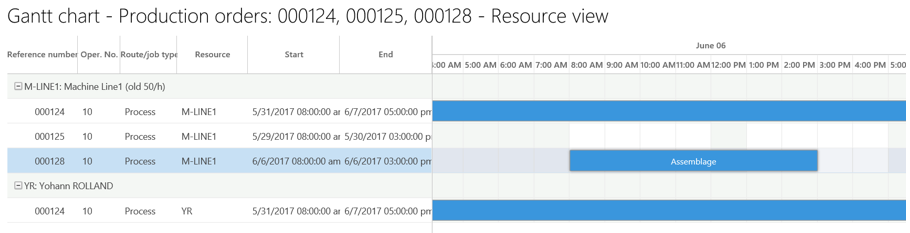
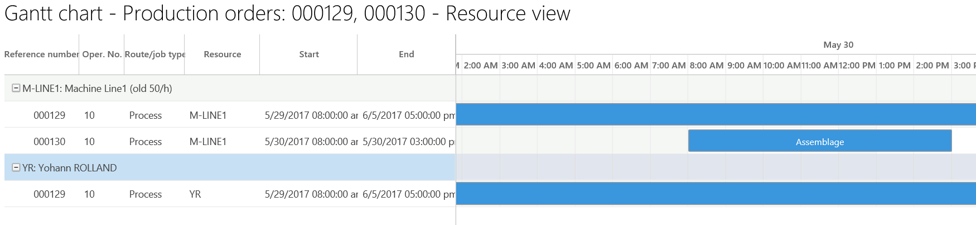
From there, that’s fine. Then, we create again another production order on PF1 for a quantity of 300 (it takes less than one day to produce it). As we have setup M-LINE1 as an exclusive resource, the system shouldn’t schedule anything on Tuesday (June 6th) as the M-LINE1 is in a running process on another production order (referring to the definition above “When there is a break in the scheduling of the secondary resource, the primary resource cannot be reserved for other jobs.”).

Well… as you can see, the system has scheduled it on June 6th. According my interpretation, it should have been schedule from June 8th.
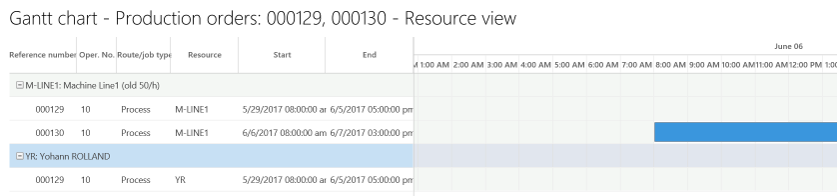
Flow without exclusive check
Now, we start again a new whole flow but with the exclusive checkbox unticked on M-LINE1.
Let’s go: we create a production order for a quantity of 2000 on PF1-TEST, and observe the job scheduling results: the job is scheduled on the first available date, e.g May 29th.
The task ends on June 5th, so that fits according to our setup (6 working days including one in which YR doesn’t work).
Next, we’ll create another production order of 300 PF1 (duration < 1 day), to check when the task will be scheduled.

Let’s have a look on the Gantt chart : the job is scheduled on May 30th, but in that case that’s the result expected.
We update next the quantity to get a task duration greater than one day.
When rescheduling the jobs, the task is planned to start on June 6 th which is the first date available for a 2 days task.
Conclusion
The only difference with or without the exclusive checkox ticked is when running the job tasks in the first place : the system will try to start the production order with the objective to run it in one shot (when the exclusive it ticked on the resource).
I was expecting something different especially to get the main resource really on hold when the secondary resource is on break. At least now we know the impact of that checkbox.
This setup main purpose is to optimize the job scheduling when some resource requires a long setup time.
Yohann ROLLAND